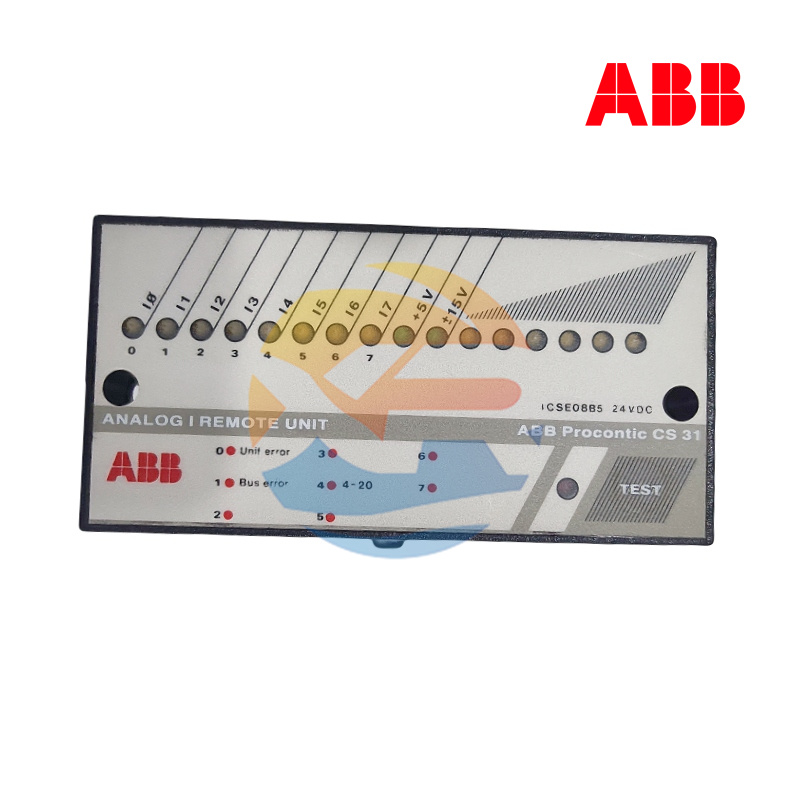
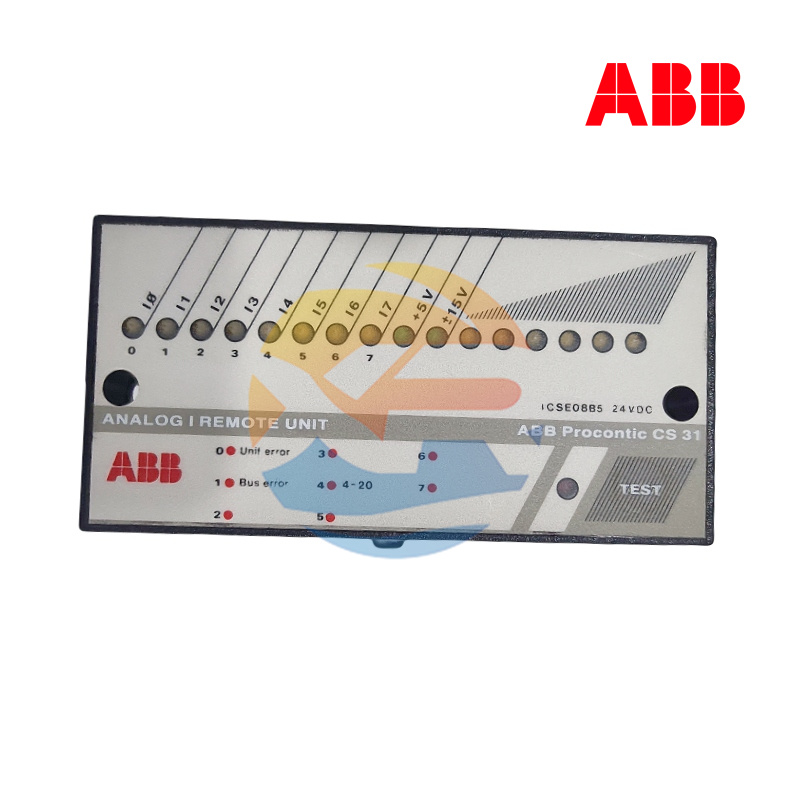
ABB ICSE08B5 FPR3346501R1012 Remote Analog I/O Module
Product Overview
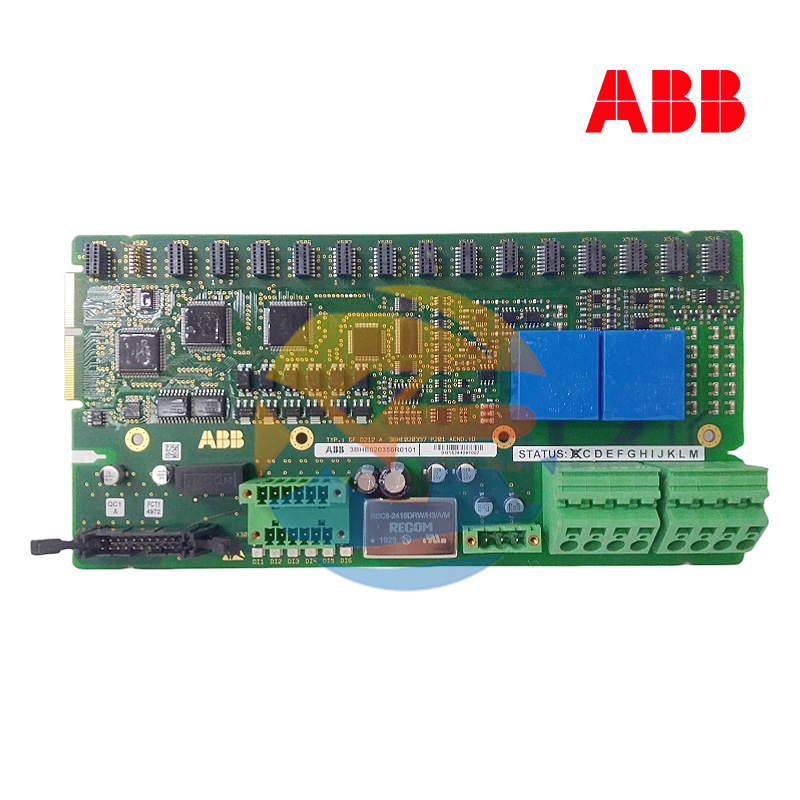
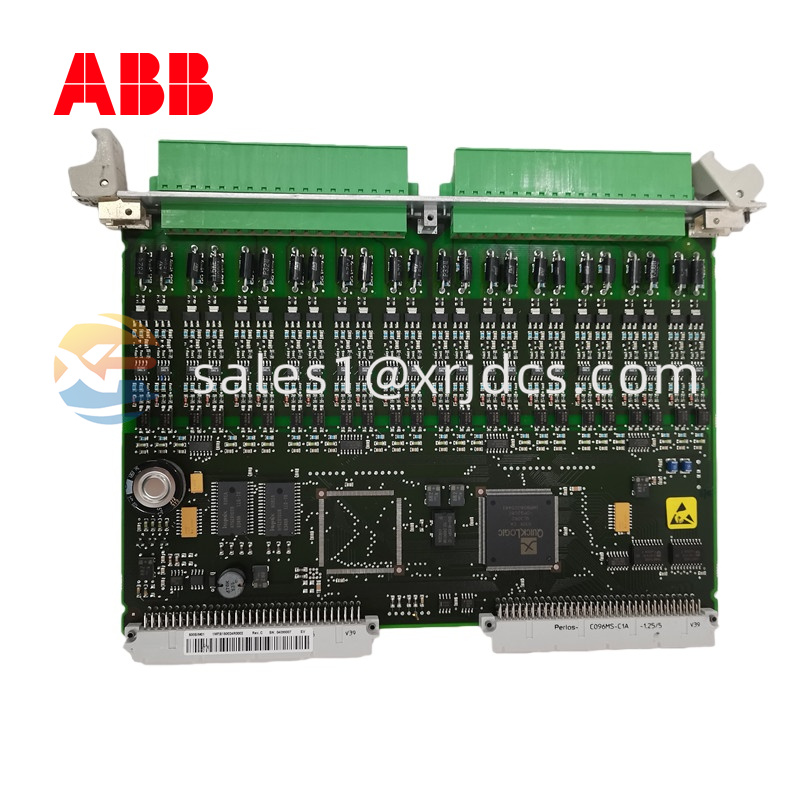
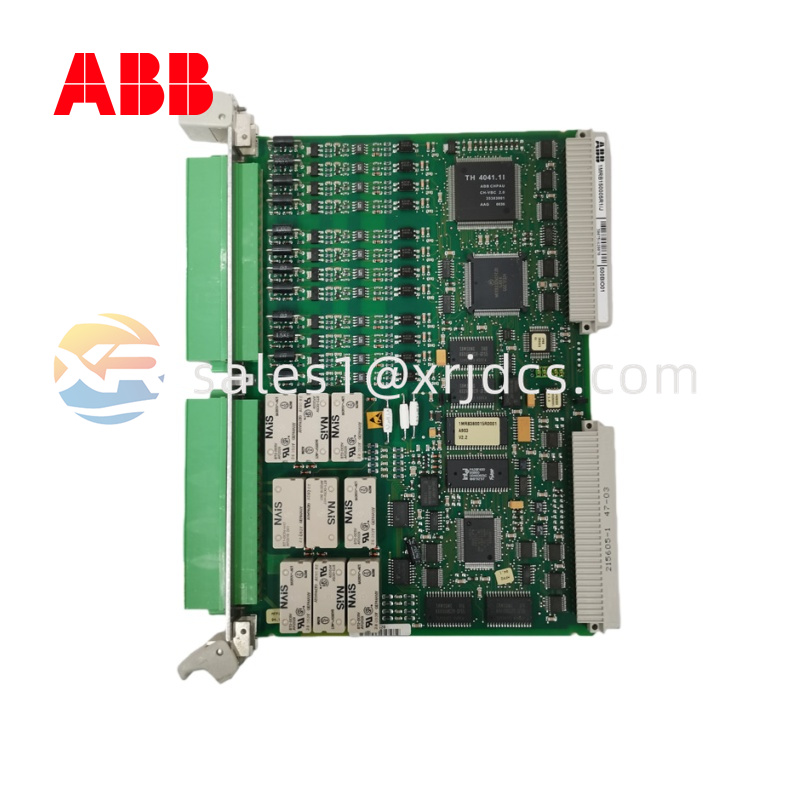
The ABB ICSE08B5 FPR3346501R1012 is an industrial-grade remote analog input/output module designed for ABB legacy and distributed automation systems. It is mainly used in process control architectures to acquire, condition, and transmit analog signals such as current and voltage from field instruments to PLC or DCS controllers.
This module is typically associated with ABB’s AC31 / Procontic / distributed I/O families, and is widely used in industrial environments where stable signal acquisition, electrical isolation, and reliable long-distance data transmission are required.
Technical Specifications
| Item |
Description |
| Manufacturer |
ABB |
| Model |
ICSE08B5 FPR3346501R1012 |
| Product Type |
Remote Analog I/O Module |
| System Family |
ABB AC31 / Procontic / Legacy I/O systems |
| Power Supply |
24 VDC |
| Analog Inputs |
Up to 8 channels (typical configuration) |
| Signal Type |
4–20 mA / Voltage inputs |
| Resolution |
12-bit analog conversion (typical) |
| Communication |
System bus / controller backplane |
| Isolation |
Channel-to-system electrical isolation |
| Mounting Type |
Rack or modular base system |
| Operating Temperature |
-20°C to +60°C |
| Protection Level |
Industrial cabinet installation (IP20 typical) |
The module is designed for multi-channel analog acquisition with stable signal conversion and high noise resistance for industrial environments.
Functional Description
The ICSE08B5 module acts as an interface between field instruments and control systems. It continuously converts analog signals into digital values that can be processed by a PLC or DCS controller.
Key functional roles include:
- Reading process variables (pressure, temperature, flow, level)
- Converting analog signals into digital data
- Transmitting measurement data to control systems
- Supporting real-time process monitoring
- Ensuring signal stability in noisy environments
- Enabling distributed I/O architecture expansion
Its design makes it suitable for both centralized and remote I/O installations.
Key Features
Multi-Channel Analog Processing
The module supports multiple analog input channels, allowing simultaneous acquisition of different process signals from field devices.
High Precision Signal Conversion
With 12-bit (or higher equivalent system resolution), it ensures accurate conversion of analog signals for process control applications.
Industrial Noise Immunity
Built-in isolation and filtering reduce interference from motors, drives, and switching equipment commonly found in industrial environments.
Easy System Integration
The module is designed for seamless integration with ABB distributed control systems and legacy AC31-based architectures.
Stable Long-Term Operation
Engineered for continuous industrial use, ensuring consistent performance in power plants, chemical facilities, and manufacturing systems.
Structure and Components
The internal structure of the ICSE08B5 includes:
- Analog input conditioning circuits
- Signal filtering and anti-noise modules
- Analog-to-digital conversion units
- Channel isolation barriers
- Communication interface controller
- Power regulation circuitry (24 VDC support)
- Diagnostic and status indicators
- Backplane or rack connector interface
This architecture ensures reliable measurement and stable data transmission even under harsh electrical conditions.
Application Areas
The ABB ICSE08B5 FPR3346501R1012 is widely used in:
Industrial Automation
- Production line monitoring
- Machine control systems
- Process instrumentation integration
Process Industries
- Chemical plants
- Oil & gas facilities
- Food and beverage production
- Pharmaceutical manufacturing
Utilities and Energy
- Power generation plants
- Water treatment systems
- Pumping stations
- Substation auxiliary systems
Heavy Industry
- Metallurgy and steel production
- Mining operations
- Cement and material processing plants
Its robustness makes it suitable for any environment requiring reliable analog signal acquisition.
Installation Guidelines
To ensure stable operation:
- Install in a properly grounded control cabinet
- Maintain separation between signal and power wiring
- Verify correct 24 VDC power supply before startup
- Ensure secure rack or base module mounting
- Use shielded cables for analog signal inputs
- Perform channel calibration during commissioning
Proper installation significantly improves measurement accuracy and system reliability.
Maintenance and Diagnostics
Recommended maintenance practices include:
- Checking module seating and connectors regularly
- Monitoring channel status indicators
- Verifying signal accuracy during scheduled shutdowns
- Inspecting grounding and shielding conditions
- Cleaning cabinet to prevent dust buildup
- Replacing modules only under safe isolation conditions
The module’s modular structure allows fast replacement with minimal downtime.
Advantages
Using the ABB ICSE08B5 FPR3346501R1012 provides:
- Reliable multi-channel analog acquisition
- Strong resistance to electrical noise
- Easy integration into ABB legacy systems
- Reduced wiring complexity in large plants
- Stable long-term industrial performance
- Efficient remote I/O expansion capability
- Improved process monitoring accuracy
Conclusion
The ABB ICSE08B5 FPR3346501R1012 Remote Analog I/O Module is a reliable industrial automation component designed for accurate analog signal acquisition in distributed control systems. With multi-channel input capability, strong isolation, and compatibility with ABB legacy platforms, it plays an important role in maintaining stable process monitoring and control across power plants, process industries, and heavy manufacturing environments.


 Switzerland
Switzerland .jpg)
.jpg)
.jpg)